Suchen
Methanol: a versatile chemical Optimal manufacturing and supply processes with SCHERZINGER pumps
Over 100 million tons per year: Methanol is everywhere
Methanol, also known as methyl alcohol, is currently one of the most important basis chemicals in the world with an annual production of over 100 million tons. It is used both in the chemical industry for the production of various solvents, antifreeze agents or coolants and in the food industry, metal processing industry and the automotive and aerospace sectors. The production of methanol and its transport to production facilities are complex processes that require reliable, high-quality machinery.
This is where SCHERZINGER comes in. Our pumps are used for the extraction and preparation of methanol, for example from hydrogen, in laboratory facilities. Furthermore, SCHERZINGER pumps are also found in automated methanol regulations. In this, they are a critical component in nitrogen-methanol processes in curing ovens for the thermal treatment of steel. When using methanol as an energy supplier and fuel, SCHERZINGER pumps are also utilized for supplying innovative methanol motors with the required fuel.
"I am thrilled that our pumps can perform a significant contribution to innovative and sustainable projects for the future."
Methanol pumps from SCHERZINGER: Convincing at all levels
As with all pumps from SCHERZINGER, our methanol pumps also meet high quality standards. Conventional gear pumps are insufficient when it comes to handling highly toxic methanol. Methanol pumps must fulfill high standards of safety and also have the capacity for individual configuration for each customer and type of application. With our pumps, we guarantee a flawless production process – precise, reliable and efficient.

Highest operation safety with hermetic seals

ATEX certification / explosion protection
![[Translate to English:] Icon einer Pipette für exakte, sichere, präzise und reproduzierbare Dosierung von Methanol durch Scherzinger Pumpen.](/fileadmin/_processed_/6/b/csm_dosiersysteme-scherzinger_17ca36faa7.png "[Translate to English:] Methanolpumpen Dosierung")
Safe, precise and reproducible dosing

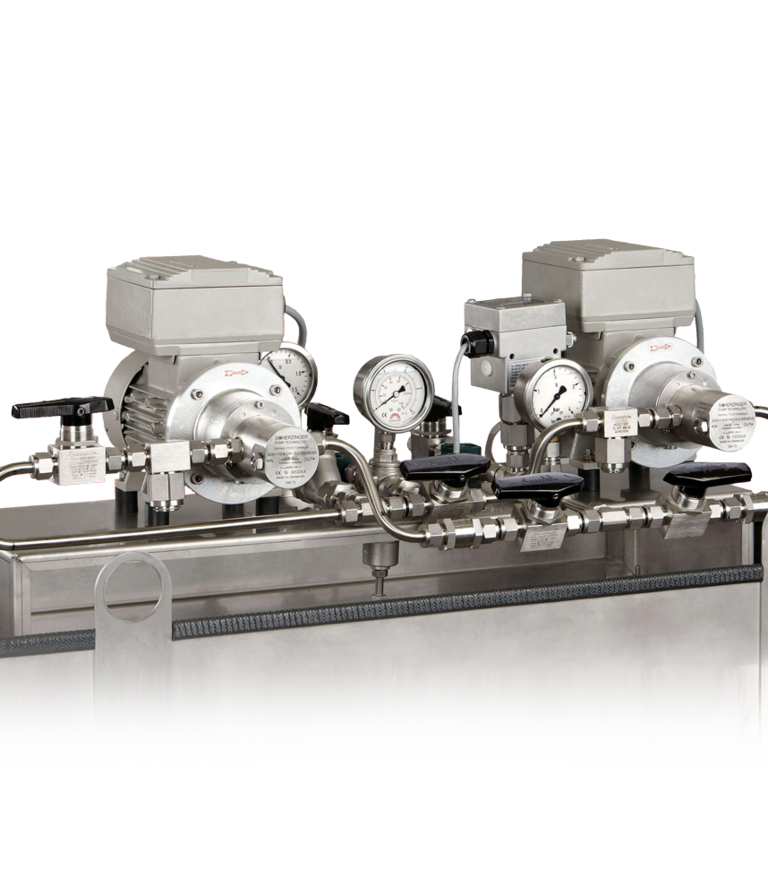
SCHERZINGER Methanol Pumps
High-tech pumps for the supply of methanol made in Germany. This means gear pumps for the reliable conveying of methanol that satisfies every requirement. We achieve this at SCHERZINGER with our stainless steel gear pumps. In the shortest amount of time possible, we produce individual solutions that cover everything from the seal to the dosing to explosion protection.
You can find more technical details on our product pageWhere is methanol used?
In the chemical industry, methanol is an important raw material for syntheses. Methanol is also the base for various primary derivatives such as formaldehyde, acetic acid, MTBE, methyl methacrylate, methyl chloride, methylamine as well as secondary or tertiary derivatives such as vinyl acetate, acetic anhydride, phenol-formaldehyde resins or melamine resins.
Methanol is probably more well-known as a solvent, antifreeze agent or coolant and as a solvent for resins, waxes or inorganic salts. It is also very frequently used in digital camera sensor cleaning because it does not leave streaks and evaporates without leaving a residue.
Wastewater treatment plants use methanol as an additional energy supplier for bacterial metabolic processes in the conversion of nitrate to gaseous nitrogen. Waste processing uses methanol for the solvolytic recycling of polyethylene terephthalate; the plastics industry uses it for the separation of polystyrene and chloroprene rubber from polymeric compounds. In addition, methanol is even used in the food industry in, for example, the production of vitamin products.
What makes methanol a “fuel of the future”?
Pure methanol has multiple advantages. It is easily flammable and burns cleanly in the air and without a visible flame in reaction to carbon dioxide and water. Technical methanol reduces the heating and calorific values as it has a considerably higher water content than conventional fuels. Methanol has a high knock resistance. This significantly reduces the risk of spontaneous ignition of the fuel in methanol which allows for a higher compression ratio compared to standard gasoline and diesel engines.
A true “miracle product”: Theoretically, methanol could replace all liquid fuels currently in use. Indeed, the production of pure methanol is, however, costly and handling it is not harmless which is why innovative fuel concepts are, for the moment, still in the developmental phase. With SCHERZINGER, you are always on the safe side: On one hand, because we are constantly engaged in creating innovative products, materials and substances and, on the other hand, because we perfect every pump solution down to its smallest detail – for the highest quality in novel and not easy-to-process substances. With us, you can bet on the future. Please feel free to ask us how we accomplish the extraordinary high product quality required here.